

In our previous article, we explored “Can Yttrium Rare Earth Modifying Wire Increase the Wear Resistance of High Manganese Steel by 30%?”(https://www.weidamaterials.com/show-18-1246.html), focusing on cutting-edge applications of rare earth treatment technology. In the field of ductile iron, another critical technology—wire injection spheroidization—is becoming a key choice for many foundries upgrading their processes due to its high efficiency and precision. However, what practical challenges are commonly encountered when transitioning from the traditional sandwich method to wire injection? How can its technical advantages be fully realized? Wuxi WeiDa Cored Wire Co., Ltd., as a professional supplier of cored wire and spheroidizing materials, will provide an in-depth analysis by addressing industry pain points and our product solutions.
1. From Principle to Reality: The Advantages and Implementation Bottlenecks of Wire Injection Technology
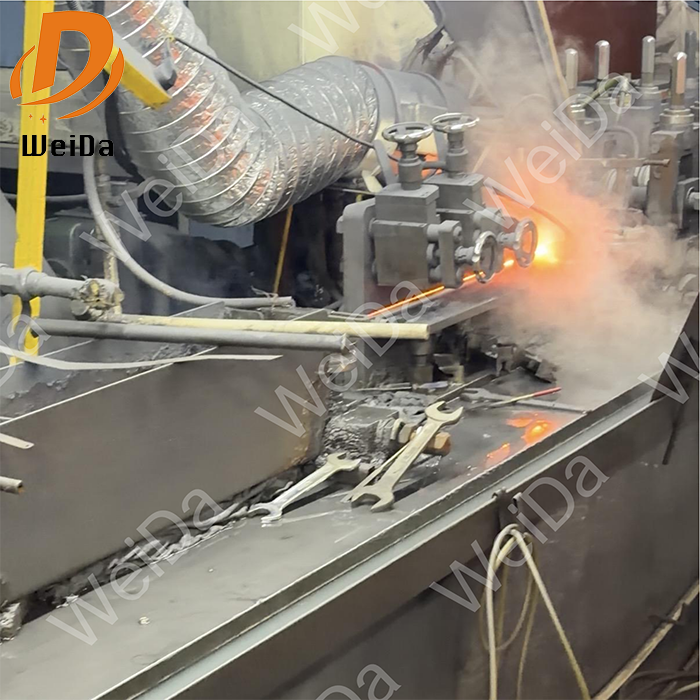
The wire injection spheroidization process, simply put, involves continuously and steadily shooting a cored wire containing rare earth magnesium alloy and other spheroidizing agents into the bottom of a molten iron ladle using a wire feeder. The sheath melts at high temperatures, allowing the alloying elements to instantly contact the molten iron, completing spheroidization and inoculation. Its theoretical advantages are significant: high magnesium absorption rate, stable spheroidization quality, minimal temperature drop, low environmental pollution, and ease of automation. These benefits make it suitable for both small-batch flexible production and high-volume, assembly-line operations.


However, many enterprises find after adopting this process that the actual results fall short of expectations: fluctuations in residual magnesium content, frequent wire jamming and blockage failures, unstable spheroidization effects, and unclear overall cost accounting. These problems are often not due to flaws in the process itself but stem from oversights in details such as equipment selection, material quality, parameter control, and on-site management. Next, we will directly address these common issues and explain how to resolve them through systematic solutions.
2. The Core Material Challenge: How to Ensure Stable Cored Wire Quality?
The cored wire is the "ammunition" of the wire injection process, and its quality directly determines the success or failure of spheroidization. Some products on the market may have issues such as uneven core powder mixing, incorporation of recycled scrap materials, inconsistent steel strip thickness, or weak welding, leading to powder leakage, wire breakage, and hollow tubes during injection, resulting in uncontrolled addition of spheroidizing elements.
The Wuxi WeiDa Cored Wire Co., Ltd. Solution: We possess in-house alloy smelting capabilities, controlling the purity and compositional stability of spheroidizer core materials from the source. We use high-quality cold-rolled steel strips to ensure tight encapsulation, strong joints, and uniform filling weight per unit length. Our φ13mm cored wire has a precise magnesium content range (15%-35%) and is scientifically formulated with elements like Si, Re, Ca, and Ba to meet the production needs of different grades of ductile iron. Choosing us means opting for full-process quality control from core material smelting to finished product packaging.
3. Equipment and Process Matching: Key Points for Optimizing Wire Feeders and Treatment Ladles
The wire injection method and equipment layout are the second critical points. Vertical or inclined wire feeders have become the mainstream choice due to their vertical wire feeding, good alignment, and small footprint. Combined with the design of an active ladle cover, they can better seal the reaction environment, improve magnesium absorption, and facilitate connection to dust removal systems.


However, improper equipment installation can cause a series of problems. For example, insufficient bending radius of the guide tube or non-smooth joints can cause wire jamming; misalignment between the feeder outlet and the ladle cover guide tube can cause wire blockage; a treatment ladle lacking positioning on the roller table may wobble, causing the cored wire to hit the wall. We recommend that when planning a wire injection spheroidization station, it should be placed as close as possible to the pouring station to reduce temperature drop and fading during molten iron transfer. The dust extraction port is advised to be located on the side or top of the injection room, rather than directly on the ladle cover. This allows for effective dust removal while reducing the temperature drop caused by suction, and also utilizes the magnesium vapor pressure generated by the reaction to improve magnesium recovery.
4. Key Parameter Control: Scientific Setting of Feed Speed, Length, and Height-to-Diameter Ratio
This is the soul, and also the most difficult part, of the wire injection process. The wire feed speed is not a fixed value; it needs to be dynamically adjusted based on molten iron temperature, sulfur content, and the treatment ladle's height-to-diameter ratio (H/D). An empirical rule is to adjust so that the cored wire begins to react near the bottom of the ladle. Too fast a speed leads to violent reaction and increased magnesium burn-off; too slow allows the reaction to float upwards, reducing absorption rate.
The calculation of wire feed length (i.e., addition amount) needs to comprehensively consider the weight of molten iron, the original sulfur content of the base iron, the target residual magnesium content, and the magnesium content of the cored wire itself. A basic reference formula is: L = [0.76△S + Target Residual Mg%] / (η × q) × Q. However, in actual production, it is essential to solidify the final process parameters through multiple practices, combined with spheroidization rate testing of castings and metallographic analysis.
The In-depth Service of Wuxi WeiDa Cored Wire Co., Ltd.: We not only provide high-quality cored wire but also offer preliminary support for process parameter calculation and debugging to help you quickly establish a stable production window.
5. Addressing Special Challenges: Countermeasures for Heavy Section Castings and Unstable Residual Magnesium
For heavy-section ductile iron castings, the long solidification time can easily lead to spheroidization fading and graphite distortion. In response, the cored wire composition can be optimized, such as by adding appropriate amounts of heavy rare earths or Ca and Ba elements. Simultaneously, inoculation must be enhanced using methods like post-inoculation and in-mold inoculation, employing high-efficiency complex inoculants such as silicon-strontium and silicon-cerium. For the treated molten iron, it is recommended to use exothermic insulating covering agents to delay riser solidification and improve feeding.

Fluctuations in residual magnesium are a common pain point with multiple causes: inaccurate feeder speed, inconsistent cored wire quality, variations in molten iron temperature or sulfur content, insufficient preheating of the treatment ladle, etc. Countermeasures include: regularly calibrating the wire feeding equipment; choosing a reputable and quality-stable cored wire supplier (such as the nationally certified Wuxi WeiDa); strictly controlling the preceding melting process; and ensuring the treatment ladle is fully preheated. For multi-variety, small-batch production, it may be necessary to equip various sizes of treatment ladles to ensure each batch of molten iron meets the optimal height-to-diameter ratio (recommended 1.5-1.8).
6. Conclusion: Successful Application of Wire Injection Spheroidization is Determined by Details
Wire injection spheroidization is a mature technology, and the key to its successful application lies in the control of "details"—from the selection of high-quality cored wire to the scientific layout of the injection station; from the precise installation of equipment to the fine-tuning of process parameters; and further to pre-planning for heavy castings and special materials. It is not merely an equipment upgrade but an enhancement of the production management system towards refinement and data-driven processes.
Wuxi WeiDa Cored Wire Co., Ltd. is deeply rooted in the field of foundry auxiliary materials. We provide not only products such as spheroidizers, inoculants, and cored wire but also aim to be your partner on the path to process optimization. We directly supply core materials, ensuring source quality and cost advantages. If you are facing challenges with unstable spheroidization, environmental pressure, or cost control, we welcome you to learn more about our products and technical solutions.
Visit our official website https://www.weidamaterials.com/ for more information, or to engage in technical exchanges and cooperation discussions. We do not believe in sales pitches, only in professional value and win-win cooperation.